Top 10 Global Vibro Sifter Machine Manufacturers In 2025
Top 10 Global Vibro Sifter Machine Manufacturers In 2025
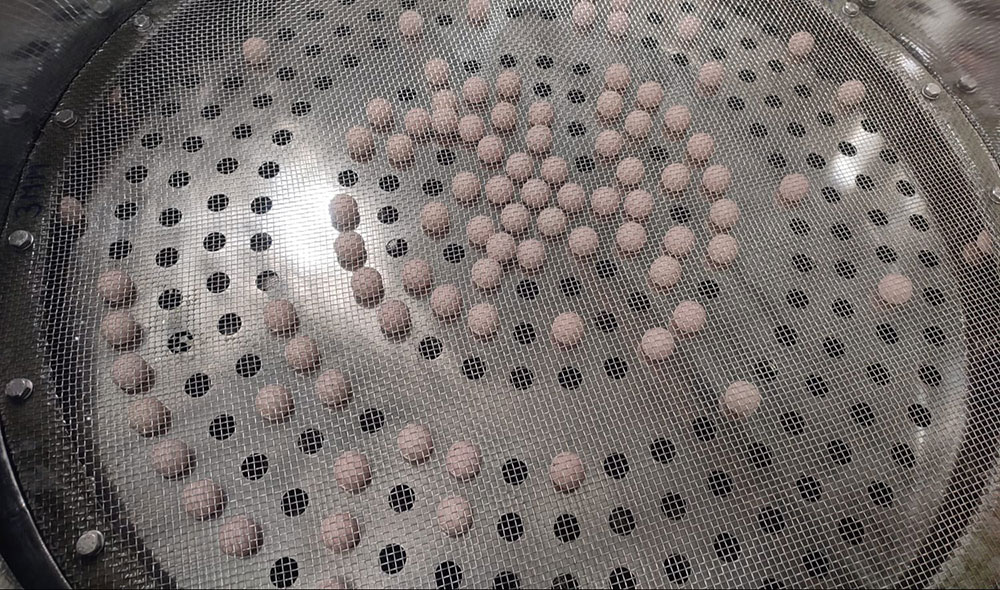
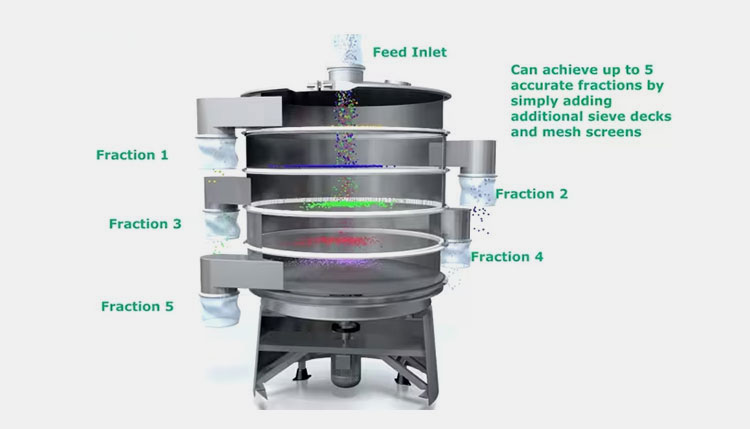
The vibro sifter machine, also called as vibratory sieve, vibratory screener, adopts high-frequency vibration, with high screening efficiency and large processing capacity.
This machine is suitable for screening and grading various powdered and granular materials, and is widely used in industries such as food, chemical, pharmaceutical, metallurgy. With the continuous advancement of technology and the expansion of the market, its application prospects will become even broader.
How to choose a vibro sifter machine? understanding its manufacturer is important. Next, let’s explore the top 10 global vibro sifter machine manufacturers in 2024 together.
| Rank | Manufacturer | Headquarter |
| 1 | Russell Finex | UK |
| 2 | ALLGAIER Process Technology | Germany |
| 3 | Kason Corporation | USA |
| 4 | Henry Simon Milling | UK |
| 5 | Allpack | China |
| 6 | Alapala | Turkey |
| 7 | Retsch | Germany |
| 8 | Sweco | USA |
| 9 | Lodha pharma | India |
| 10 | Adinath International | India |
![]()
1.Russell Finex
Russell Finex background:

Russell Finex was founded in 1934 and is a manufacturer of screening and filtration equipment with a long history and global influence. Design, manufacture, and sell screening and filtering machinery and equipment, which are widely used in various industries such as food, beverages, pharmaceuticals, chemicals, coatings, ceramics, metallurgy, and environmental protection.
The company’s products are sold in over 140 countries worldwide, with a wide international sales network and experienced agents and distributors.
Key products:

Russell Compact Sieve®

Finex Separator™
Recommend Reason
- Its vibro sifter adoptsultrasonic technology to prevent screen clogging, improve screening efficiency and uniformity, especially suitable for screening fine powders.
- Russell Finex has precise separation technology for ultrafine powders, which can accurately separate materials of different particle sizes.
- The company utilizes its own advantages and innovative engineering technology to provide customized solutions to customers to meet their unique needs.
2.ALLGAIER
ALLGAIER Process Technology background:

ALLGAIER Process Technology is headquartered in Germany. It is a leading supplier in the fields of tooling, cold forming, and connection assembly technology. The company has comprehensive expertise and provides standardized and customized systems and equipment for industrial cleaning, drying, cooling, screening, and picking of loose materials worldwide.
Its products and services include fluidized bed dryers, drum dryers, powder cooling devices, convection dryers, and vibro sifter machines.
Key products:

Tumbler Screening Machine

Vibration Screening Machine
Recommend Reason
- The company have business offices in over 40 countries worldwide, providing timely technical support and after-sales service to their customers.
- The equipment is designed and manufactured with a focus on environmental protection, reducing dust emissions, and being easy to clean.
- Equipment design focuses on improving processing efficiency and throughput while reducing energy consumption and maintenance costs.
3.Kason
Kason Corporation background:

Established in 1967, Kason Corporation focuses on the research and development, production, and sales of material screening and separation equipment. Its products are widely used in multiple industries, including chemical, food, pharmaceutical, plastic, mineral, to meet the material handling needs of different customers.
Kason Corporation’s products are sold in multiple countries and regions worldwide, providing high-quality material screening and separation solutions for customers in different industries.
Key products:

Vibratory Screeners, Sifters, & Separators

Standard Single- & Multi-Deck Screener

Flo-Thru Low-Profile Screeners
Recommend Reason
- Kason’s product design focuses on energy efficiency, such as the VIBRO-BED fluid bed processor’s energy-saving circular design, which can fully utilize surface area, improve processing speed, and reduce waste.
- The vibro sifter, with its compact structure and fast cleaning characteristics, reduces maintenance costs and time.
- The company’s products are capable of handling a wide range of materials, from dry solids to solid loaded slurries, demonstrating strong adaptability and flexibility.
4.Henry Simon
Henry Simon Milling background:

Founded in 1878, Henry Simon Milling is a leading global provider of intelligent grinding products and services. The company includes various intelligent grinding machines and systems for processing materials such as grains and cereals.
The company provides comprehensive after-sales support and service to ensure the stable operation and efficient production of customer equipment.
Key products:

VIBRO SIFTER HSDVSI
Recommend Reason
- The company adheres to the core values of quality, innovation, service, and teamwork, providing customers with high-quality products and services.
- The company has established stable cooperative relationships with customers worldwide, providing customized solutions and services.
- Henry Simon Milling is one of the leading companies offering a wide range of high-end intelligent grinding products and a trusted aftermarket.
5.Allpack
Allpack background:
Allpack has established more than 10 years, and it can provide customer with a one-stop solution and service for the pharmaceutical, food, chemical, electronic industries.
As one of the leading manufacturers of vibro sifter, Allpack boasts comprehensive production facilities, a powerful technical force, strict management and efficient service.
Key products:

ZS Series High Efficient Screening Machine
ZS Series Vibrating Screen

ZS Series Vibrating Rectangular Screening Machine
Recommend Reason
- Allpack’s vibro sifters are highly efficient and precise when it comes to extraction of unwanted large particles from any material.
- This equipment not only separates the particles but also allows to remove them from the process whether they are of any shape or size.
- Allpack is capable of offering tailored services that cater specifically to the unique requirements of its customers.
6.Alapala
Alapala background:

Alapala was established in 1954, and focuses on the research and application of grain milling and processing system technology, providing comprehensive solutions to global customers.
The company has over 700 turnkey projects worldwide, located in more than 100 countries, demonstrating its strong technological strength and market influence.
Key products:

Vibro Sifter DVSI
Recommend Reason
- As a well-known brand in the industry, Alapala’s products and services have been widely recognized by customers worldwide.
- Alapala’s products and services are distributed in multiple countries and regions around the world, providing strong support for the global food processing industry.
- The company focuses on localized services to provide customers with more convenient and efficient support.
7.Retsch
Retsch background:
Retsch is a leading instrument manufacturer in the field of particle size reduction and particle determination technology. The company is owned by F Kurt Retsch, who founded it in 1915 and a few years later created the mortar grinder, which later became known as the RETSCH Mill.
Retsch has become a solution provider in this field, with products that not only ensure the representative and repeatability of grinding and particle analysis results, but also are easy and comfortable to operate.
Key products:

TAP SIEVE SHAKER AS 200 TAP

VIBRATORY SIEVE SHAKER AS 200 BASIC
Recommend Reason
- Retsch’s product design is advanced, capable of efficiently completing particle size reduction and particle measurement tasks.
- The product results are highly representative and reproducible, ensuring the accuracy of experimental data.
- It vibro sifter is suitable for particle size reduction and particle determination of various solid samples, including pharmaceutical materials, chemicals, food, and other fields.
8.Sweco
Sweco background:
Sweco has been responding to market needs through design innovation since 1917 and has a history of over a hundred years. The company is a business unit of M-I LLC and a high-quality manufacturer of customized industrial separation equipment.
Sweco has multiple manufacturing plants and service offices worldwide, including factories in 12 countries and over 100 service organizations. These facilities ensure that the company can provide timely and professional services to customers.
Key products:

HX ROUND SEPARATOR

PHARMACEUTICAL ASEPTIC SEPARATORS
Recommend Reason
- Sweco has strict requirements and controls for product quality. The company adopts advanced production processes and testing equipment to ensure that every piece of equipment meets high quality requirements.
- Sweco has a comprehensive after-sales service system that can provide customers with timely and professional technical support and maintenance services.
- The company’s technical team has rich experience and professional knowledge, and can provide customized screening solutions for customers.
9.Lodha pharma
Lodha pharma background:
Founded in 2008, Lodha pharma is one of the premier pharmaceutical company in India engaged in manufacturing & exporting of Pharmaceutical Projects.
As one of the leading companies in this field, Lodha Pharma will continue to be committed to technological innovation and product upgrades to meet the constantly changing demands of the market. At the same time, the company will actively expand its domestic and international markets, strengthen cooperation and communication with global customers, in order to further enhance its brand influence and market competitiveness.
Key products:

Vibro Sifter-12
Recommend Reason
- With high-quality materials and advanced technology, the stability and durability of the equipment is ensured.
- It vibro sifter can meet the strict requirements of the pharmaceutical industry for material screening accuracy.
- Designed to meet the hygiene standards of the pharmaceutical industry, easy to clean and maintain.
10.Adinath
Adinath International background:
Adinath International was established in 1988, and has become a diversified company with a wide range of businesses covering multiple industries such as cosmetics, food, pharmaceuticals, polymers, textiles, and coatings.
The company serves customers and communities in these industries by providing high-quality mechanical equipment and industrial chemicals and other products
Key products:

Vibro Sifter
Recommend Reason
- Adinath International has a diverse product portfolio that can meet the needs of different industries.
- The vibro sifter machine provided by the company has high-precision screening capability.
- According to the specific needs of different customers, Adinath International will provide customized vibration screening machine solutions.
Conclusion
The vibro sifter machine plays an important role in industrial production due to its advantages of efficient screening, high precision, automation, and wide application. This article introduces the top 10 global vibro sifter machine manufacturers in 2024 and can provide you with assistance. If you have any further questions, you can contact Allpack for consultation.
Don't forget to share this post!
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 156 0710 8630
The Buyer's Guide
Tell us your material or budget, we'll reply you ASAP within 24 hours
Top 10 Global Vibro Sifter Machine Manufacturers In 2025 Read More »

















 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours
































 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours










 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours























 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours































 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours





































 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours