Installation Qualification Checklist
Installation Qualification Checklist
Do you know how important is it to verify all the prerequisites for successful installment of the desired equipment? If not! You should be concerned about it as mere buying an ideal equipment is no justification for its sound working unless and until you have not fulfilled the recommended steps by manufacturer. In this way, Installation Qualification Checklist is greatly helpful that can simply provide you all the necessary qualifications to look for.

This piece of writing will enable you to understand what basically installation qualification checklist is, why is it important for you, and most importantly what it holds. It will also assist you to create a checklist that cover every aspect for successful installment of the equipment including suitable conditions like area, temperature, environment, and utilities etc. So, make sure to give it a thorough read and make best use of your machine!
1.What Is An Installation Qualification Checklist?
Checklist sample- Picture Courtesy: pharmaguideline.co.uk
Installation qualification checklist refers to a written document that encases all the necessary requirements regarding equipment installation. It verifies that each step for installation of equipment is undertaken properly. Similarly, it include the information which is a collection of both manufacturers recommendations and buyer demands.
Installation qualification checklist is one of the important steps to be taken for successful installment of machines. In addition, it is helpful in identifying the issues or discrepancies during installation qualification and taking timely measures for correction.
2.Why Installation Qualification Checklist Is Important In Pharmaceutical Industry?

Installation Qualification Checklist checking- Picture Courtesy: zamann-pharma.com
Pharmaceutical industry is said to be the most strict field where record of minor information is of paramount importance. This is one of the major reasons why all necessary measures from equipment manufacturing till its quality control checking and execution are performed responsibly.
In this way, an installation qualification checklist play pivotal role for documenting all the prerequisites for sound installation of equipment like tablet compression, encapsulation machine, and ampoule filling line etc.
As all of the pharmaceutical machines need proper environment, area, and adjustment as per fixed design requirements, an installation qualification checklist is a key component to verify their availability.
3.What Contents Are Covered Under Installation Qualification Checklist?
Generally, an installation qualification checklist cover all the details from equipment selection till its deployment and installation. However, it can be better understand by classifying the included information under following headings:

Person identifying equipment- Picture Courtesy: spiraxsarco.com
Documenting Firmware Versions and Serial Numbers
This involves the documentation of information about the firmware versions, serial numbers, and other necessary data about particular equipment. Similarly, completing this step may help in the identification of machine.
Check Software Installation
Verify for the desired software installation in the instrument. Check if the software is updated to latest technology and is functional for carrying out assigned tasks of controlling and regulating machine.
Document Any Computer-Controlled Instrument
As most of the machines are automatically operated by integration of computer system. This step of installation qualification checklist is helpful in documenting any computer-controlled instruments.
Examining Instruments and Components
It signifies the examination of all the instruments and components for their condition like damaged or undamaged. Doing so help in getting prior knowledge and take note of the associated parts.
Gathering All Manuals and Certifications
Gather all the manuals, assurance certifications, and operation guides in order to confirm the validity of installation qualification at each step and making sure you have them on hand.
Perform Operational Verification Test
It records the operational verification test in order to validate the working of equipment in right way. Similarly, each aspect of test is noted and verified by the operator.
Properly Unpacking of Instruments
Properly unpack every part of the particular equipment and examine it for the possibility of wear and tear. Conduct cross-checking to make sure you are proceeding in right way.
Calibration
Conduct the right calibration of every component and system of the machine. Make sure the adjustment done is fully correct and also provide further details about the calibration such as the methods being used.
Drawing List and Documentation
Carry out the documentation of all the things on part of supplier such as the availability of spare parts list, manuals and troubleshooting guide etc.
Ensuring Correct Utility Supply
Inspect the required utility requirements including electricity, voltage, water, compressed air as per the design specifications of instrument. Among other steps, this is considered important for execution of specific equipment.
Environmental and Operating Conditions
It verifies the environmental and operating conditions of the location where instrument is placed. It includes examining the temperature level, humidity, and air pressure etc.
Installing Ancillary Instruments
Install ancillary instruments to the main machine such as wires, cables, adapters, brackets, sensors, seals, and valves etc. These components are significant to aid the machine in working, thus, they should be aligned and fitted properly.
Preventive Maintenance
Check the preventive maintenance of equipment for taking advance measures to counter damage during operation. For this purpose, supply of maintenance guide is very useful.
4.Where Can Installation Qualification Checklist Be Used?
An installation qualification checklist is required for all kinds of equipment which are used in different industries. Some of these are as follows:
Pharmaceutical Industry

Operator setting machine in pharmaceutical industry- Picture Courtesy: technophar.com
Pharmaceutical industry is highly dependent upon the use of sophisticated machines for all kinds of manufacturing such as liquid processing, tablets making, and preparing emulsion etc. Similarly, these machines are designed according to fixed standards and their installation is also subject to specific way for which installation qualification checklist provide the information.
Food Industry

Food industry- Picture Courtesy: Shutterstock
Food industry is another large scale production area where the production and packaging of goods is a routine task. So, if a company want to purchase new machine, it is necessary that the equipment should be installed keeping in view the design specifications which are best known by supplier. Hence, installation qualification checklist is of paramount importance.
Cosmetic Industry

Various cosmetics- Picture Courtesy: harmonicfinance.com
Products like lotion, shampoo, face powder, lipstick, and hair dyes are commonly known as cosmetics. Now, these items are prepared from various raw materials and packed into beautiful packages. The point here is that machines are inevitably used in their manufacturing. Thus, installation comes along every equipment so as installation qualification checklist.
Chemical Industry

Chemicals in beaker & tubes- Picture Courtesy: gtai.de
Similar to pharmaceutical industry, chemical industry is also a very sensitive field where information of each aspect is recorded. In such a case, how is it possible to deny the value of installation qualification checklist that provide tiny information about temperature, humidity, and air etc., for equipment.
Engineering Industry
Precision engineering industry- Picture Courtesy: sac-accreditation.gov.sg
Large scale industries like automobile or engineering often require heavy-duty machinery which should be installed keeping in view range of factors. These factors can be better understand and implemented through an installation qualification checklist.
5.What Is An Installation Qualification Example?

Installation Qualification checking by expert
Installation qualification simply refers to the detailed steps you need to carry out when installing any equipment be it physical or digital. So, let's see how it goes!
- Specify the location for equipment installation and check its suitability in terms of space, and outlets, or drains.
- Keep record of computer related components.
- Make sure to collect all the necessary guides, manuals, and certifications in advance.
- Unwrap and adequately cross-check the tools while taking care of the guidelines for doing so.
- Examine the various parts and instruments for damage.
- Check all the electrical connections including power supply and ensure their corrections.
- Install the necessary instruments like ancillary parts.
- Document all the relevant information about equipment including firmware versions, serial numbers, and other data.
- Evaluate the surroundings for equipment operation like environmental conditions.
- Verify software installation and functionality.
- Conduct proper calibration and record the related data including dates and techniques used.
- Perform verification after attachment of additional units like ancillary parts.
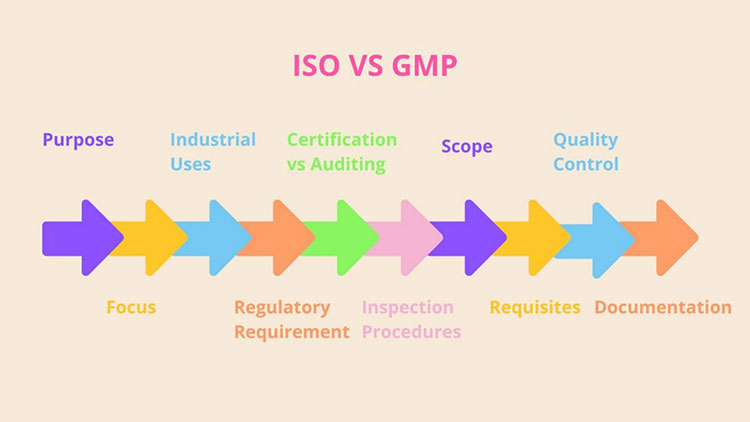
6.Differentiate Between Installation Qualification, Operation Qualification And Performance Qualification?
![]()
Icons for equipment qualification stages- Picture Courtesy: madgetech.com
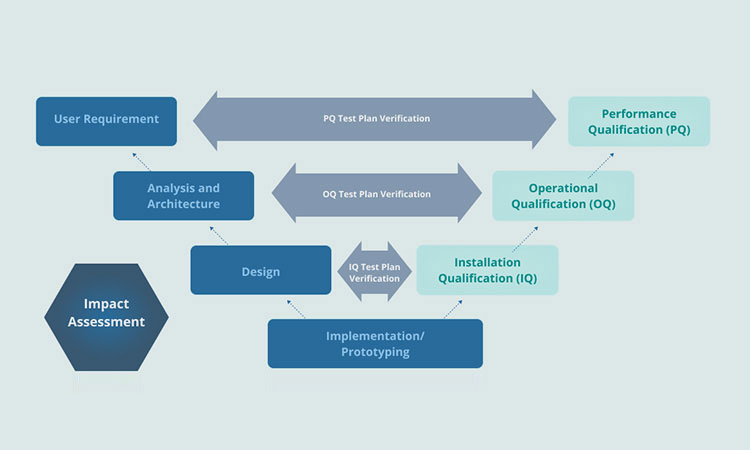
From purchasing a machine till its successful operation, your machine should undergo certain necessary qualifications. These include installation qualification, operation qualification, and performance qualification.
Installation Qualification
Installation qualification ensures that a particular equipment is installed properly with all the mandatory parts. It verifies the area of installation, respective environmental conditions, and utility requirements etc.
Operation Qualification
While as, operation qualification deals with the functionality of machine. Therefore, it checks the working of equipment and draw conclusions on this basis.
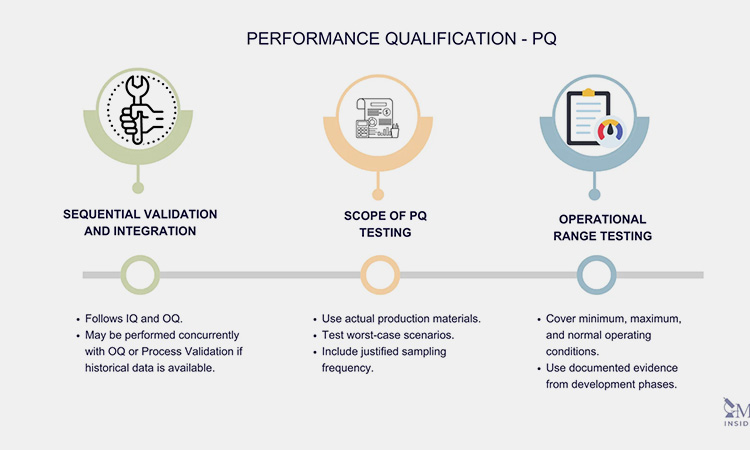
Performance Qualification
Performance qualification, as the name indicates, is a validation that provides documentation to the final performance results of specific equipment under given condition. This test is considered the ultimate step for instrument installation after which the responsibility of manufacturer is completed.
Conclusion
This piece of writing not only emphasis the importance of manufacturers recommendations for particular device but also encase your demands which you have placed before purchase. Thus, we hope this Installation Qualification Checklist has helped you to know the important components of it that can assist you in creating comprehensive checklist. Besides, if you want to know further information about the quality documentation of pharmaceutical equipment, you can simply visit our website or leave a message. We will contact you ASAP!
Don't forget to share this post!
CONTACT US
Tell us your raw material and project budget to get quotations within 24 hours.
WhatsApp Us: +86 181 7101 8586
The Buyer's Guide
 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours
Installation Qualification Checklist Read More »






































































 Tell us your material or budget, we'll reply you ASAP within 24 hours
Tell us your material or budget, we'll reply you ASAP within 24 hours